By Oko Immanuel
Petroleum/Subsea Engineer | Founder, Offshore Pipeline Insight | Texas A&M Alumnus
March 12, 2026
High-pressure high-temperature (HPHT) environments pressures >10,000 psi and temperatures >150–200°C are among the most demanding conditions subsea equipment faces. Elastomer seals in valves, connectors, packers, and downhole tools are often the weakest link. Choosing the wrong elastomer leads to extrusion, compression set, cracking, or total loss of sealing integrity, resulting in leaks, costly interventions, or catastrophic failure.
This article covers:
- Key elastomer families suitable for HPHT service
- Typical failure modes in subsea valves
- Annotated diagrams showing progression and root causes
1. Elastomer Families for HPHT Subsea Seals
Selecting the right elastomer involves balancing chemical compatibility, thermal stability, mechanical properties, and cost. Here are the main options used in 2026 subsea systems:
- HNBR (Hydrogenated Nitrile Butadiene Rubber)
- Temperature range: up to ~150–165°C continuous
- Strengths: Excellent mechanical strength, good abrasion resistance, moderate H₂S and CO₂ tolerance
- Limitations: Thermal degradation accelerates above 150°C; compression set becomes significant
- Typical use: Moderate HPHT packers, blowout preventer (BOP) seals
- FKM (Fluoroelastomer, e.g., Viton®)
- Temperature range: up to ~200–230°C continuous
- Strengths: Very good chemical resistance to oils, fuels, acids, and moderate H₂S
- Limitations: Can swell in methanol or amines; compression set increases at upper temperature limits
- Typical use: HPHT valve stem seals, connector O-rings
- FFKM (Perfluoroelastomer, e.g., Kalrez®, Chemraz®)
- Temperature range: up to ~300–327°C continuous (highest in class)
- Strengths: Near-universal chemical resistance (including strong acids, bases, H₂S, CO₂), lowest compression set
- Limitations: Very high cost (10–20× HNBR), limited availability for large seals
- Typical use: Critical HPHT completion seals, downhole safety valve (DHSV) dynamic seals
- FEPM (Tetrafluoroethylene/Propylene Copolymer, e.g., Aflas®)
- Temperature range: up to ~230–260°C
- Strengths: Excellent resistance to steam, bases, and amines; good H₂S tolerance
- Limitations: Lower mechanical strength than FFKM; higher compression set
- Typical use: HPHT steam-assisted or amine-exposed environments
Selection Guideline (2026 Industry Practice)
- <150°C → HNBR or FKM
- 150–230°C → FKM or FEPM
- 230°C or aggressive fluids → FFKM (or metal-to-metal backup)
- Always verify compatibility with actual well fluid (H₂S, CO₂, methanol, brines) using NORSOK M-710 or ISO 23936-2 testing.
2. Subsea Valve Failure Modes & Annotated Diagrams
Subsea valves (gate, ball, check, choke) are critical barriers. Elastomer seal failures are among the top causes of leakage or valve inoperability.
Figure 1 – Annotated Subsea Gate Valve Cross-Section Showing Common Failure Locations
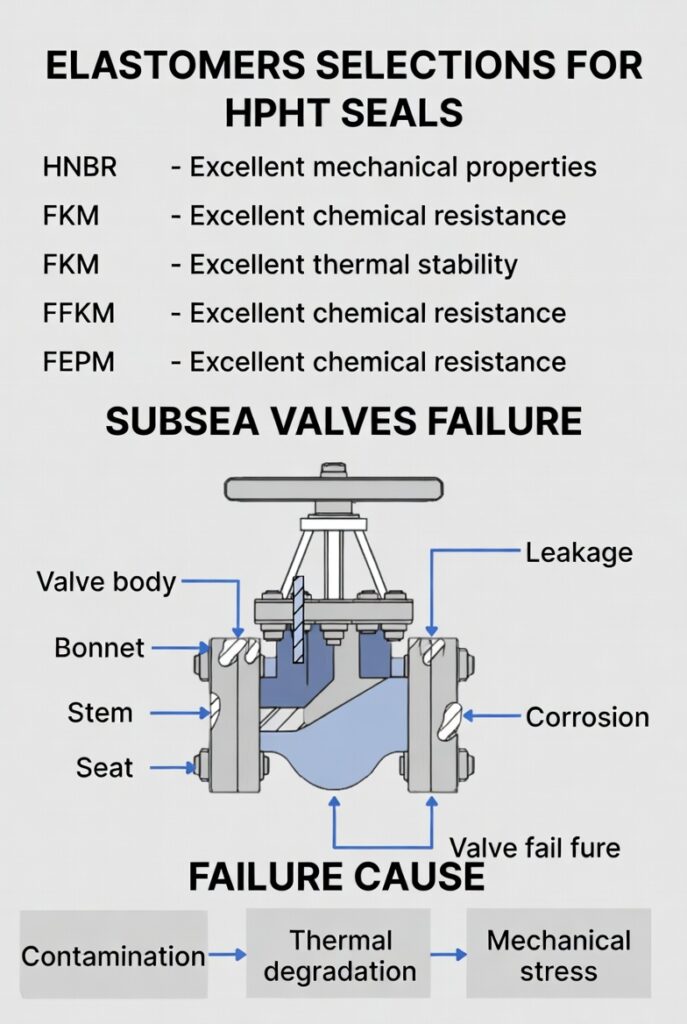
Diagram description: Vertical cut-through of a subsea gate valve body
- Bonnet seal → Primary static seal; fails from compression set or thermal degradation
- Stem seal / packing → Dynamic seal; extrusion or cracking from pressure cycling
- Seat seal → Metal-to-elastomer or elastomer-to-elastomer; swelling or extrusion in aggressive fluids
- Body seal → Static seal; leakage path if compression set occurs
Figure 2 – Typical Elastomer Seal Failure Progression in Subsea Valves Diagram description: Linear progression from left to right]
- Normal operation – Seal intact, full compression
- Initial degradation – Surface cracking, minor swelling/extrusion
- Advanced damage – Significant compression set, deep cracks, material loss
- Catastrophic failure – Complete fragmentation, leakage path open
Root Causes & Annotations
- Thermal degradation (red arrow) – Polymer chain scission above material limit → brittleness/cracking
- Chemical attack (blue arrow) – H₂S/CO₂ swelling or hardening; methanol extraction of plasticizers
- Mechanical stress (yellow arrow) – Extrusion into gaps due to high differential pressure
- Compression set (orange arrow) – Permanent deformation after long-term compression at temperature → loss of sealing force
- Fluid ingress (green arrow) – Contamination behind seal leading to corrosion or swelling
Figure 3 – Close-Up Seal Failure Modes (Extrusion, Cracking, Fragmentation)
Diagram description: Macro views
- Extrusion through gland gap
- Surface cracking from thermal aging
- Complete seal fragmentation after cyclic loading
Mitigation Strategies (2026 Best Practices)
- Use FFKM for >200°C critical seals — highest reliability despite cost
- Apply metal-to-metal backup seals in gate valves for redundancy
- Perform accelerated life testing per ISO 23936-2 (thermal, chemical, mechanical cycling)
- Install real-time monitoring (pressure/temperature sensors) to detect early seal degradation
- Specify spring-energized seals to compensate for compression set in dynamic applications
Elastomer selection and failure analysis are make-or-break decisions in HPHT subsea systems.
Get it right and you extend asset life; get it wrong and you face multimillion-dollar interventions.
Which HPHT elastomer challenge are you facing right now thermal limits, chemical compatibility, or extrusion? Drop a comment or email
oko@offshorepipelineinsight.com. Subscribe for weekly technical deep dives